1. Principais Aplicações e Funções dos Chillers Refrigerados a Ar
Os chillers industriais refrigerados a ar para moldagem por sopro são utilizados em várias fases da moldagem por sopro, proporcionando arrefecimento para diferentes necessidades de equipamento.
Arrefecimento do bolor: Esta é a aplicação mais crucial. Os moldes de moldagem por sopro geram calor significativo devido à fusão do plástico e à pressão durante o funcionamento contínuo. Se não forem arrefecidos prontamente, isto pode levar ao arrefecimento lento da garrafa, deformação e espessura irregular da parede. Os chillers removem este calor do molde através da circulação de água, garantindo a rápida formação da pré-forma e mantendo a precisão dimensional e um aspeto suave da garrafa.
Arrefecimento da Extrusora: No processo de moldagem por sopro por extrusão, a extrusora aquece e funde os grânulos de plástico. Os chillers arrefecem o cilindro e a rosca da extrusora, evitando o sobreaquecimento localizado que poderia levar à decomposição e carbonização do plástico, além de estabilizar a viscosidade do material fundido e garantir um volume de extrusão uniforme.
Arrefecimento por ar comprimido: A moldagem por sopro requer ar comprimido de alta pressão para insuflar a pré-forma. O ar comprimido aquece durante a compressão, e esta temperatura elevada afeta o arrefecimento da pré-forma e a eficiência de cura. Um chiller arrefece o ar comprimido, reduzindo o tempo de arrefecimento da garrafa e aumentando a velocidade de produção.
2.Especificações:
|
Modelo
|
Unidade
|
AT-5AC
|
AT-6AC
|
AT-8AC
|
|
Capacidade de refrigeração
|
|
KW
|
14,5
|
17,5
|
27
|
|
|
Kcal/h
|
12758
|
15054
|
23220
|
|
Compressor
|
Potência de entrada
|
KW
|
3,75
|
4,5
|
6
|
|
Potência nominal
|
HP
|
5
|
6
|
8
|
|
Poder
|
|
3PH-380V/50Hz
|
|
Evaporador
|
Tipo
|
Carcaça e tubos
|
|
Diâmetro da Torta
|
polegada
|
1”
|
1”
|
2”
|
|
Refrigerante
|
Tipo
|
R22
|
|
Quantidade
|
KG
|
2
|
2,5
|
4
|
|
Condensador (resfriador de ar)
|
Tipo
|
Tubo de cobre com aletas + ventilador de rotor externo de baixo ruído
|
|
Potência do ventilador
|
C
|
180*2
|
180*2
|
420*2
|
|
Capacidade do tanque de água
|
|
Litro
|
45
|
45
|
80
|
|
Bombear
|
Poder
|
KW
|
0,75
|
0,75
|
1,5
|
|
HP
|
1
|
1
|
2
|
|
Distância
|
eu
|
35
|
35
|
15
|
|
Quociente de vazão
|
L/min
|
110
|
110
|
360
|
|
Proteção de segurança
|
Proteção de alta e baixa pressão, proteção contra sobrecarga, proteção contra supertemperatura, proteção de sequência de fase, etc.
|
|
Dimensões (C*L*A)
|
|
milímetros
|
1280*680*1225
|
1280*680*1225
|
1550*850*1508
|
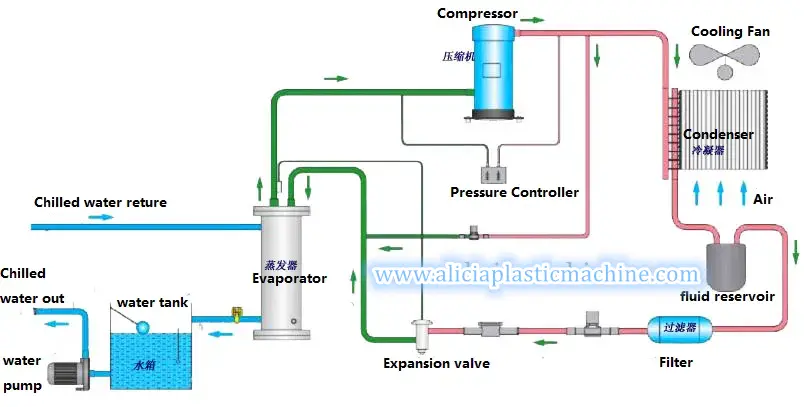
3.º Princípio de funcionamento básico dos chillers de moldagem por sopro refrigerados a ar
O fluxo de trabalho do chiller gira em torno de três etapas: "refrigeração - circulação - dissipação de calor", fornecendo uma fonte de frio estável para o sistema de moldagem por sopro.
Ciclo de refrigeração: O compressor no interior do chiller comprime o refrigerante num gás de alta temperatura e alta pressão, que é depois enviado para o condensador para dissipação de calor, tornando-se um líquido de baixa temperatura e alta pressão.
Troca de calor: O líquido a baixa temperatura, após ser estrangulado por uma válvula de expansão, entra no evaporador, onde troca calor com a água circulante no sistema, arrefecendo a água até à temperatura definida (tipicamente 5-15 °C).
Aplicação de arrefecimento: A água circulante arrefecida é bombeada para os equipamentos que requerem arrefecimento, como moldes e extrusoras, onde absorve calor e regressa ao evaporador, completando um ciclo.
A escolha de um chiller adequado para a produção de moldagem por sopro exige uma análise abrangente de diversos fatores, incluindo a capacidade de refrigeração, o método de refrigeração e o tipo de compressor. De seguida, apresentamos alguns pontos específicos para a seleção:
1. Cálculo da capacidade de refrigeração
Com base na conversão da força de fecho: As máquinas de moldagem por sopro são normalmente especificadas com a força de fecho em "toneladas". Esta medida pode ser convertida para "onças", e o chiller pode ser configurado com base no valor empírico de aproximadamente 0,7 kW de capacidade de refrigeração por onça. Por exemplo, uma máquina de moldagem por sopro com uma força de fecho de 600T corresponde a uma capacidade de refrigeração de aproximadamente 75,1 onças × 0,7 = 52,57 kW, o equivalente a um chiller de 15 HP.
2.º Com base no caudal de ar comprimido: A capacidade de refrigeração é calculada com precisão com base no caudal de ar comprimido utilizado no processo e na gama de refrigeração. Geralmente, para ar comprimido com um caudal de processamento de 10 m³/min, reduzindo a temperatura de 40 °C para 2-5 °C, a capacidade de refrigeração do chiller necessita de ser, no mínimo, de 15 kW. Além disso, a capacidade de refrigeração necessária para o arrefecimento da pré-forma e do molde também deve ser considerada para garantir que a capacidade de refrigeração do chiller satisfaz as necessidades de todo o processo de produção de moldagem por sopro.
3. Seleção do Método de Arrefecimento:
Chillers arrefecidos a ar: Adequados para ambientes com boa circulação de ar, não requerem uma fonte adicional de água de arrefecimento e são relativamente simples de instalar e manter. Se a oficina de moldagem por sopro tiver um espaço amplo, uma boa ventilação e um abastecimento de água inconveniente ou dispendioso, os chillers arrefecidos a ar são a escolha preferencial.
Chillers arrefecidos a água: Oferecem maior eficiência de dissipação de calor e um funcionamento mais estável, adequados para aplicações que requerem arrefecimento de alta eficiência. Normalmente são utilizados em conjunto com torres de refrigeração e são adequados para ambientes com elevadas cargas térmicas. Para oficinas de moldagem por sopro em grande escala com elevada exigência de refrigeração e fornecimento de água suficiente, bem como espaço para a instalação de torres de refrigeração, os chillers arrefecidos a água são a melhor opção.
4. Tipos de Compressores:
*Compressores de parafuso: Adequados para necessidades de refrigeração de média a grande dimensão, caracterizados por uma elevada eficiência, estabilidade e longa vida útil. Para grandes linhas de produção de moldagem por sopro com elevada exigência de capacidade de refrigeração, os compressores de parafuso oferecem um suporte de refrigeração fiável.
Compressores scroll: Adequados para necessidades de refrigeração de pequena e média dimensão, oferecendo vantagens como baixo ruído e alta eficiência energética. Para pequenas máquinas de moldagem por sopro ou cenários de produção com uma procura relativamente baixa de capacidade de refrigeração, os chillers com compressor scroll são mais adequados.
5. Precisão do Controlo da Temperatura: Na produção de moldagem por sopro, o ar comprimido necessita de ser arrefecido a 2-5 °C, e as flutuações da temperatura da água devem ser controladas com uma precisão de ±0,5 °C. Por conseguinte, devem ser selecionados chillers equipados com um sistema de controlo de temperatura inteligente PID, que monitoriza a temperatura da água em tempo real e ajusta automaticamente para garantir um controlo preciso da temperatura.
6.º Requisitos de Qualidade da Água: A produção de garrafas PET exige uma elevada qualidade da água. Para evitar a ferrugem e a contaminação, os componentes do arrefecedor que entram em contacto com a água, como o evaporador e o reservatório, devem ser fabricados em aço inoxidável 304. Recomenda-se também a instalação de um amaciador de água para reduzir a formação de incrustações.